傳送帶干冰清洗汽車PCBA松香、污垢。
一、全流程自動化集成,顛覆傳統離線清洗模式
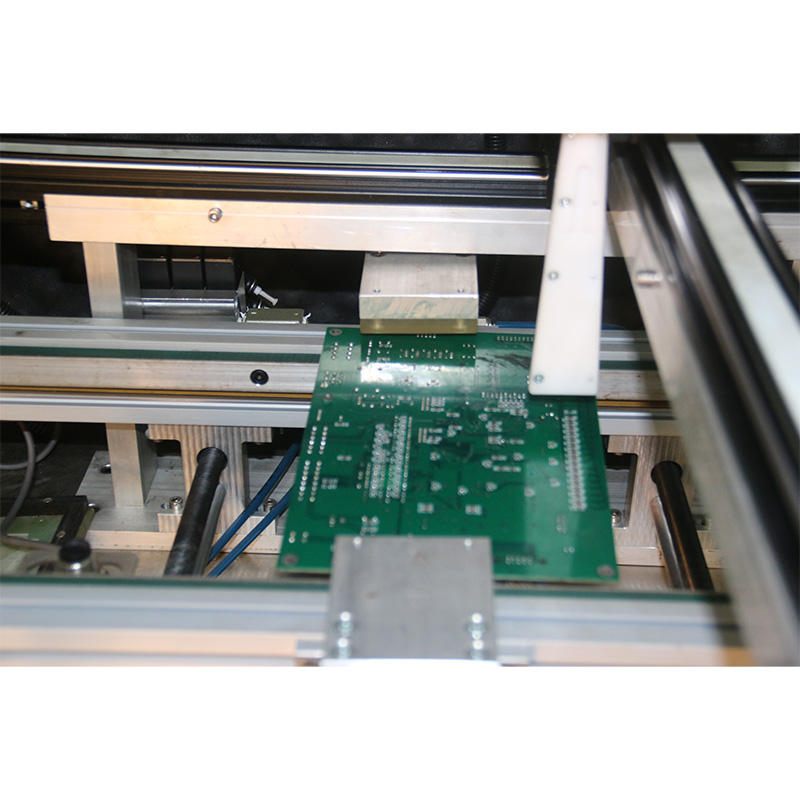
- 無縫銜接生產線:傳送帶可直接嵌入 SMT 貼片、波峰焊、檢測等工序之間,形成 “焊接 - 清洗 - 檢測” 閉環流水線。例如,汽車 ABS 控制單元 PCBA 生產中,傳送帶以 1.2 米 / 分鐘的速度同步傳輸,干冰清洗設備通過傳感器實時識別 PCBA 位置,自動觸發清洗程序,無需人工搬運或離線周轉,減少中間環節耗時超 60%。
- 柔性化生產適配:傳送帶速度(0.5-2 米 / 分鐘)、干冰噴射參數(壓力、顆粒大小)可通過 PLC 系統實時調整,兼容不同尺寸(如 100mm×100mm 至 300mm×400mm)和密度的 PCBA,無需停機換型,滿足汽車電子多品種、小批量的柔性生產需求。
二、高精度自動化控制,保障清潔一致性
- 參數數字化管理:通過傳感器(如紅外測距儀、壓力傳感器)實時監測 PCBA 表面狀態,自動調節干冰噴射量(誤差 ±5%)和傳送帶速度(誤差 ±0.1 米 / 分鐘)。例如,針對發動機 ECU PCBA 上 0.2mm 間距的 BGA 焊點,系統可精準控制干冰顆粒在 1mm 距離內以 0.8MPa 壓力噴射,既清除焊盤間的松香,又避免沖擊損傷焊點。
- 標準化工藝追溯:所有清洗參數(時間、壓力、溫度)自動存儲至 MES 系統,生成電子工單,符合 IATF 16949 對關鍵工序的可追溯性要求。相比人工清洗中因操作差異導致的 20% 不良率,自動化清洗的一致性使不良率降至 1% 以下。
三、產能躍升:24 小時連續作業與無人化生產
- 全天候高效輸出:傳送帶自動化系統可對接工業機器人上下料,實現 7×24 小時不間斷生產。以某汽車電子廠為例,傳統人工清洗線單日處理 PCBA 約 500 塊,而傳送帶干冰清洗線配合自動化上料,單日產能提升至 2000 塊,產能翻倍的同時節省 3-5 名操作工。
- 無人化清潔場景:在汽車 PCBA 的三防漆涂覆前處理環節,傳送帶自動化清洗可完全替代人工擦拭,避免工人接觸干冰低溫(-78.5℃)和高壓噴射風險,符合 ISO 45001 職業健康安全管理體系要求。
四、智能聯動降低生產成本
- 能耗與耗材精控:傳送帶根據 PCBA 到位信號自動啟停干冰噴射,非工作時段能耗降低 70%;干冰用量通過流量傳感器精準控制,相比人工粗放噴射節省耗材 30% 以上(按年產 10 萬片 PCBA 計算,年節省干冰成本約 2.5 萬元)。
- 維護成本銳減:自動化系統的傳送帶采用防腐蝕 PVC 材質,壽命達 5000 小時以上,配合干冰清洗無液體殘留的特性,減少設備因腐蝕導致的故障,年維護成本較傳統濕法清洗設備降低 50%。
五、汽車電子特殊場景的適配性
- 動態環境下的穩定作業:針對汽車 PCBA 生產線上的振動(如傳送帶啟停時的機械抖動),自動化系統通過伺服電機 + 減震底座實現穩定傳輸,確保干冰噴射位置偏差<0.5mm,避免因位置偏移導致的清洗盲區(如元件底部漏洗)。
- 合規性與可擴展性:傳送帶自動化方案可集成 RFID 標簽識別功能,自動匹配不同車型 PCBA 的清洗工藝(如新能源汽車電池管理系統 PCBA 需更高壓力清洗),同時滿足汽車行業 ISO 16750-5 對電子元件清潔度的嚴苛測試要求。
傳送帶自動化 VS 傳統清洗模式對比表
| 指標 |
傳送帶自動化干冰清洗 |
傳統人工 / 離線清洗 |
| 生產效率 |
節拍時間<15 秒 / 片,可連續作業 |
節拍時間>1 分鐘 / 片,需間歇停機 |
| 人工成本 |
每班次僅需 1 人監控系統 |
每班次需 3-5 人操作,依賴熟練工 |
| 工藝一致性 |
Cpk(過程能力指數)>1.33,波動≤5% |
Cpk<1.0,波動>20% |
| 換型時間 |
自動切換工藝參數,換型時間<5 分鐘 |
人工調整參數,換型時間>30 分鐘 |
| 清潔良率 |
≥99% |
85%-90% |
總結
傳送帶自動化干冰清洗通過 “機械傳動 + 智能控制” 的深度融合,將 PCBA 清潔從 “離散工序” 升級為 “連續智造環節”,其核心價值不僅在于效率與成本的優化,更通過數字化控制重塑了汽車電子生產的質量標準,成為適配新能源汽車 “高可靠性、大規模量產” 需求的關鍵工藝。